粉体塗料の塗装方法

粉末状の塗料が塗膜になる仕組みとは?
粉体塗料は加熱することにより溶けて液体状になり、被塗物(ワーク)表面に広がります。
さらに熱を加えて乾燥させることにより、塗膜として硬化します。
ちょうど「チョコレートが熱で溶けていく状態」というと、わかりやすいかもしれません。
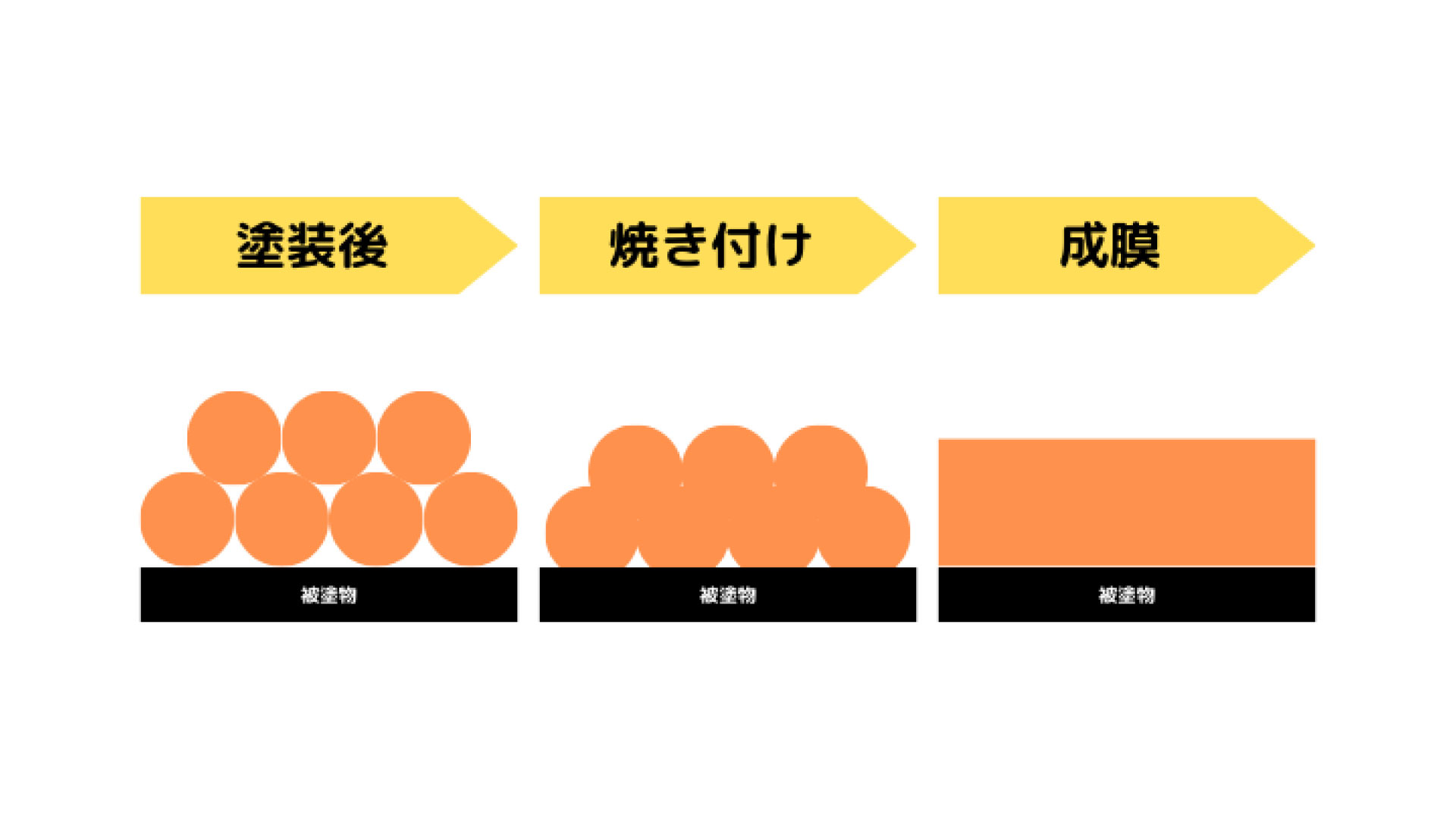
>熱により粉体塗料が溶け、塗膜となるイメージ
塗料の種類によって焼付温度は異なりますが、塗膜を硬化させるための温度条件=焼付温度条件(物体温度×時間)を確実にとることが必要です。
温度が高すぎ、時間が長すぎると「オーバーベイク(焼過ぎ)」となります。
温度が低過ぎ、時間が短いと「焼きアマ」となり、どちらも塗料の性能が発揮できません。
粉体塗料の塗装方法
粉体塗料の塗装方法は、溶剤塗料とは大きく異なります。
粉体塗料は常温では粉末状態であるため、そのままではワークの表面に付着しません。
そこで、主に静電気の力を利用して塗装を行います。
一般的に粉体塗装の主流となっているのは「静電塗装スプレーガン」を用いて塗装する方法です。
「コロナ放電方式」と「摩擦帯電方式(トリボ放電方式)」の2種類がメインで使われており、それぞれ異なる方法で静電気を発生させ活用しています。
コロナ放電式
静電塗装スプレーガンを用いる塗装で最もポピュラーな方法です。
塗装機の高電圧電極とワークの間に電界を生じさせ、そこへ空気で搬送された粉体塗料を吹き付けます。
電界に沿って帯電された粉体塗料がワークに付着します。
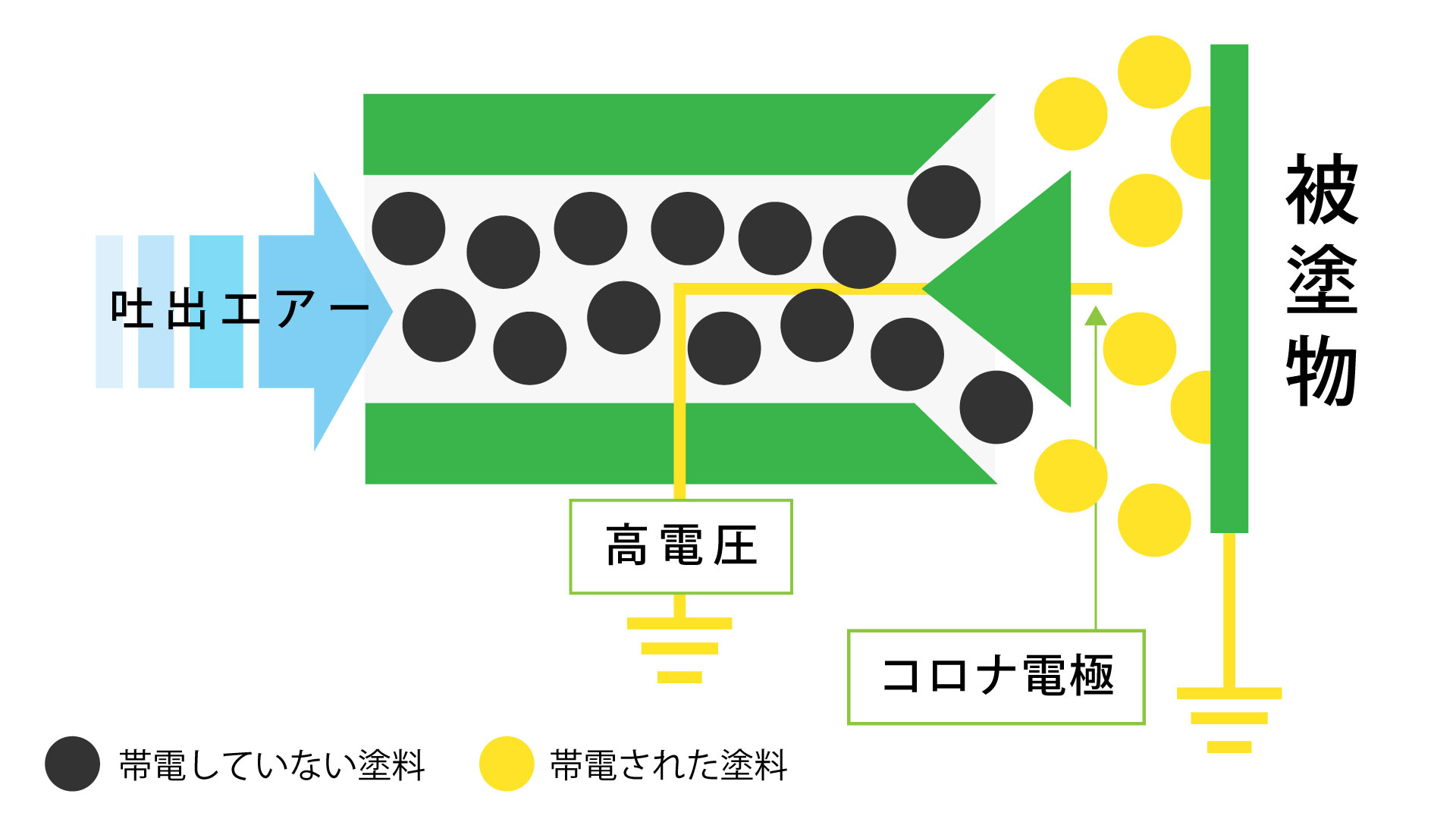
>コロナ放電方式 塗装イメージ
この方式のメリット:
- 塗装条件の変更・調整がコントロール可能である。
- 摩擦帯電方式と比較して塗着効率が高い。
- ほとんどの粉体塗料に適応できる。
- 湿度の影響を受けにくい。
デメリット:
- 塗料の凹部への入り込みが弱い。(ファラデーケージ硬化による)
- 静電反発による肌荒れが発生しやすい。
- 電解の発生により、周辺のホコリやゴミ・異物等も吸着させてしまう。
があげられますが、最近の技術革新により改善されています。
摩擦帯電方式(トリボ放電方式)
摩擦帯電方式いわゆるトリボ放電方式では、粉体塗料を特殊な荷電素材(PIFE)と接触させ、摩擦により粉体塗料自体に静電気を帯電させます。
帯電した粉体塗料がワークに付着する仕組みです。
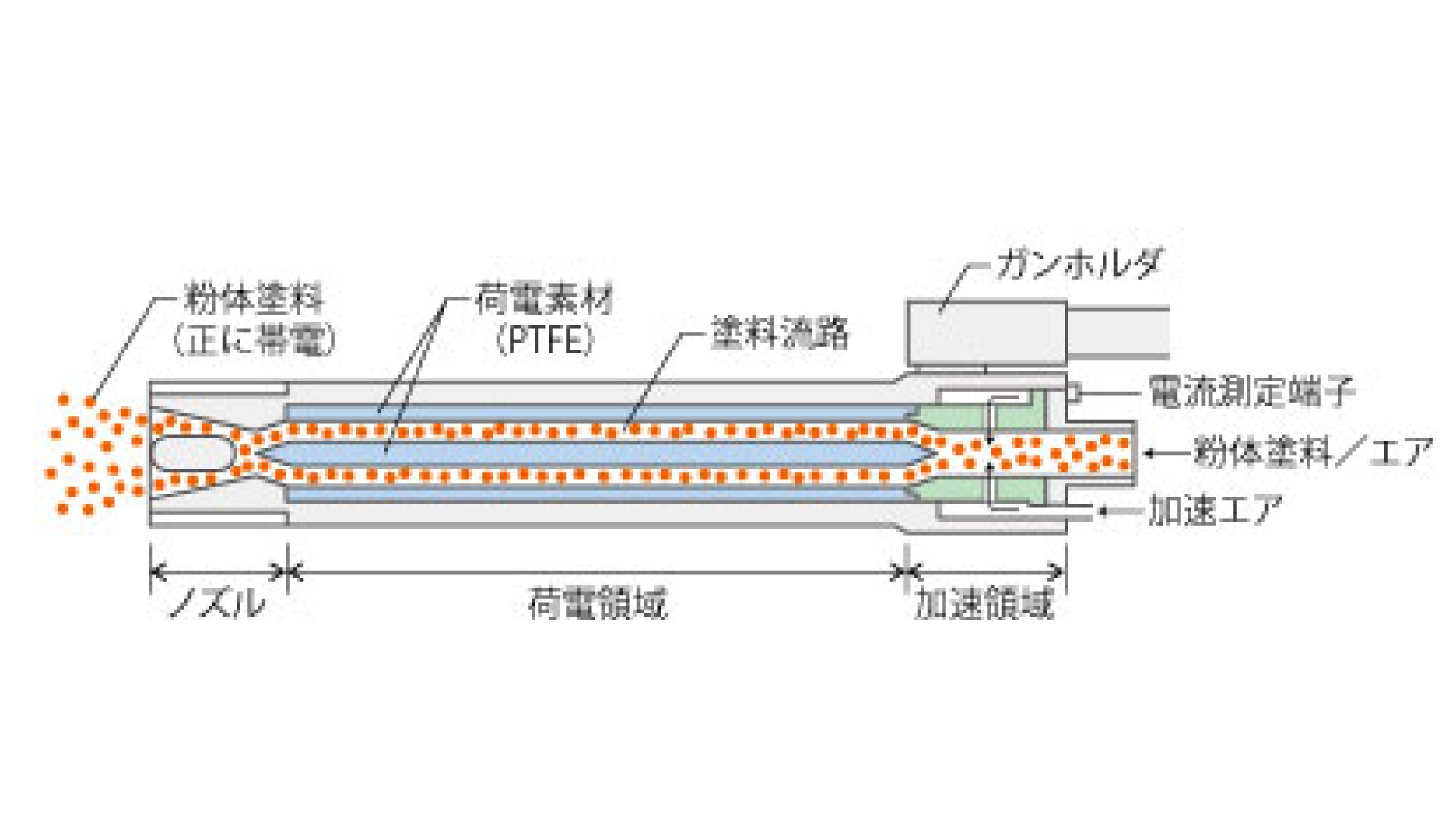
>摩擦帯電方式(トリボ放電方式)塗装イメージ
この方式のメリット:
- 塗料自体が帯電しエアーを送りこめるため、凹部への入り込みが良い。
凹凸がある部品にも均一な塗装が可能。 - 静電反発が生じないため、塗膜の肌感が良い。
- 高電圧用の電源を必要としない
デメリット:
- 塗料により帯電量が変わるため、専用の粉体塗料を使用する。
- 湿度の影響を受けやすい。
どちらの方式でも、ワークは必ずアース(設置)されていなければなりません。
アースが不十分だと静電気による塗料の付着ができなくなります。
静電気を利用しない特殊な方法として「流動浸漬」もあります。
これはワークを加熱し、粉体塗料が流動化している槽に浸して塗装する方法です。
加熱されたワークの表面に粉体塗料が溶けながら付着する仕組みです。
これに静電塗装を組み合わせた「静電流動浸漬」方式もあります。

粉体塗料や粉体塗装は、環境への意識の高まりやSDGs目標への貢献などでマーケットは確実に大きくなり、意匠性粉体塗料などの普及により切替えを検討する企業も増えてきています。
そこで私たちは、“300色以上の常備色と特殊な4スペックを持つ粉体塗料「KARUMEL」”をご提案しています。
「KARUMEL」は、豊富な常備色に加え、金属調、パール調、石目調など多様な模様の塗料をラインナップ。
オーダーメイドの「調色」という概念を覆し、無駄なコストを削減します。
KARUMELは1ケースから出荷が可能な商品です。
ご興味のある方は下記より詳細をご覧ください。
塗装方法のそれぞれの特徴を知ったうえで最適な塗装方法のご検討をお薦めします。
疑問点は、お気軽にNCCにお問い合わせください。
その他粉体塗料、粉体塗装の関連記事はこちら
- ホーム
- コーティングNEWS
- 塗装部門の強み -Coating Support-
- お悩み解決・お役立ちサービス
- NCCの塗料調色サービス
- NCCオリジナル商品
- イチ押し!商品
- SDGs・エコ対策品特集
- 知って得する!豆知識
- 導入・施工事例
- └米製プッシュコープ導入事例
- └IRコンベア炉 および BOX型乾燥炉導入事例
- └塗装時間が半分に!エア静電ハンドガン導入事例
- └有機溶剤業務で欠かせない局所排気装置導入事例
- └NCCオリジナル自動塗装機「NEO Easy Coater フラット」導入事例
- └ゴミ・異物の発生を極限まで抑えた塗装室導入事例
- └ダクト臭気対策工事事例
- └旭サナック製粉体塗装ブース・静電粉体ハンドガンユニット「EcoDual」導入事例
- └PCP社製熱分解式剥離炉導入事例
- └(特)洗浄用シンナー導入事例
- └「3in1マルチ・ドライフィルター®」導入事例
- └粉体塗料用レシプロ自動塗装機導入事例
- └NCCオリジナル「工業用 電気式焼付乾燥炉」導入事例
- └水洗塗装ブース導入事例
- └水洗塗装ブーススラッジ処理剤「SK-GO」導入事例
- └「成形品用高密度除電処理システム」デモ事例
- └デュアル電界方式粉体ハンドガン「EcoDual」導入事例
- └「希釈用シンナー」切り替え事例
- └高塗着効率「エアミックスガン」導入事例
- └量産向け「XY塗装機」導入事例
- └「粉体塗装コンベアーライン設備」導入事例
- └米国PCP社製「熱分解式剥離炉」導入事例
- └「水洗ブース粉体塗料スラッジ浮上剤」導入事例
- └「排熱循環乾燥炉(間接加熱式)」導入事例
- └「大型・小型塗装設備・粉体塗装設備」導入事例
- └「ホコリが入らないオリジナル塗装ライン」導入事例
- └塗装ブース排気ファンの「プロによる清掃サービス」実施事例
- └「塗装治具の剥離外注化」事例
- └「塗板作成用XZ塗装機」導入事例
- └「粉体静電ガンシステム」導入事例
- └乾燥炉バーナー「着火不良点検・メンテナンス」事例
- └プラから紙へ「梱包資材」切替事例
- └エアミックスガン塗装デモ事例
- └NCCオリジナル「XY塗装機」導入事例
- └IoT機能付き電気乾燥炉導入事例
- └「熱風循環式乾燥炉」導入事例
- └「温風低圧塗装機」導入事例
- └「流動浸漬式粉体塗装機」導入事例
- └「塗装ブース維持管理支援パッケージ」導入事例
- └「塗装ブース事故防止+スポットクーラーダクト」工事事例
- └「反転機構付きXY塗装装置」導入事例
- └「レシプロ塗装機」更新事例
- └「ブロアエアーシステム」デモ事例
- └遮熱シート「キープサーモウォール」導入事例
- └「KNK溶剤再生装置」導入事例
- お客様の声
- お問い合わせ
- メルマガ申し込み
- 会社情報
- プライバシーポリシー